加工技術・製品詳細
PROCESSING TECHNOLOGY
真直な穴が、信頼をつくる。
ホーニング加工において重要なのは、下穴の状態を的確に捉え、その特性に追従しながら加工する技術です。
ホーニングは円筒度や真円度の向上に優れていますが、加工方法によっては同軸度などの精度を損なうリスクも伴います。
東京ホーニングサービスでは、ツール・治具・段取りのすべてにおいて最適化を追求。長年培った技術とノウハウにより、製品の性能を左右する「真直な穴」を高精度に実現します。

複合加工ネットワークによる精度保証
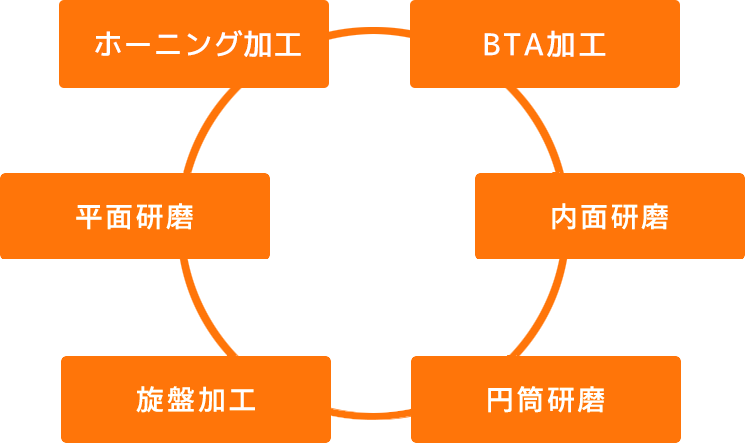
ホーニング加工
当社の核となる技術です。1ミクロン(1/1000mm)の公差要求に対し、長年のノウハウと多様なマンドレル・拡張方式を使い分け、真円度・円筒度・面粗度を極限まで高めます。内径2μmの公差や、Ra0.02程度の面粗度実績を支えるメイン工程です。
BTA加工
高精度を支えるBTA深穴加工技術。
BTA加工は、深穴領域において優れた加工安定性を誇り、切削抵抗の低減と高精度な芯出し性能を両立します。特に、長尺ワークや高精度が求められる油圧部品・シリンダーなどにおいて、その性能を発揮。ホーニング加工と組み合わせることで、ミクロンオーダーの仕上げ精度にも対応可能です。
旋盤加工
穴基準での旋盤加工を行うことで、内径に対する端面の直角度や同軸度を保持します。協力工場との連携も含め、フライス加工やワイヤーカット等と組み合わせることで、ホーニング単体では困難な「全加工(完成品製作)」への対応を可能にしています。
内面研磨
ホーニング加工の前工程、あるいは補完的工程として機能します。ホーニングは下穴に倣う性質がありますが、内面研磨を適切に組み合わせることで、取り代の調整や下穴の形状補正を効率的に行い、最終的なホーニング精度の安定化を図ります。
円筒研磨
外径との同軸度に関する疑問を解決する重要な工程です。「内径を先にホーニングし、その穴を基準に心金(しんがね)を用いて円筒研磨を行う」ことで、内径と外径の同軸度を確実に要求公差内へと収めます。
平面研磨
部品の据え付け面や端面の精度を確保します。平面研磨によって基準面を正しく作ることは、その後のホーニング加工における治具への固定(段取り)の安定に直結し、結果として穴の真直度や直角度の向上に寄与します。
サブミクロンオーダーにも対応する検査体制
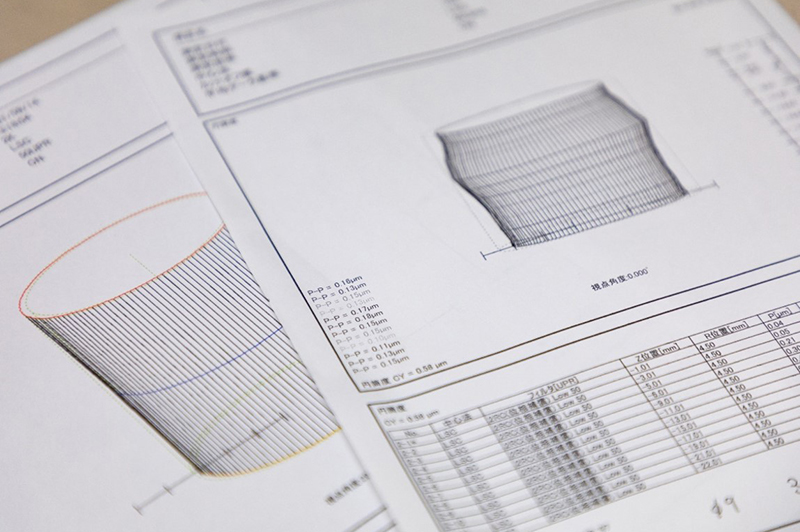
10000倍の形状
ホーニング加工を軸として様々な加工法により高精度な穴加工を実現し、金属部品の使用方法によりユーザーに合わせた加工方法を組み合わせて部品を製作しています。

1目盛り1μ
現場では「1目盛り1μ」の極めて精密な測定器を使用。職人の目と最新の検査機器を同期させることで、数値の微細な変化を逃さず、サブミクロンオーダーの要求にも確実に応える体制を整えています。
万が一に備えた安心の体制
当社は、中小企業等経営強化法に基づき、経済産業省より『事業継続力強化計画』に認定されました。
災害時等の緊急事態においても、お客様への供給責任を果たし、大切な図面や加工データを守り抜くための強固な体制を構築しています。技術力だけでなく、パートナーとしての「継続性」においても信頼をお届けします。