強み・こだわり
CONCEPT / STRENGTH
なぜ東京ホーニングサービスは
ミクロンオーダーに対応できるのか
1ミクロン(1/1000mm)の精度を実現するホーニング加工。その裏側には、精密な「測定技術」、徹底した「環境管理」、そして長年培ってきた「独自のノウハウ」があります。ここでは、当社がミクロンオーダーの加工を実現している理由をご紹介します。
1. 精密な測定体制 すべては「測れること」から始まる
ミクロンオーダーの加工を実現するためには、まず加工した寸法を正確に「測定できる」ことが大前提です。当社では、加工対象ごとに最適な測定機を使い分け、サブミクロンレベルでの品質保証を行っています。
直径寸法 ― 空気マイクロメータによるサブミクロン測定
直径寸法の測定には「空気マイクロメータ」を使用し、サブミクロンオーダーの繰り返し精度を実現しています。※正しく機能させるため、表面粗さRz0.8以下の鏡面に近い仕上がりが求められます。
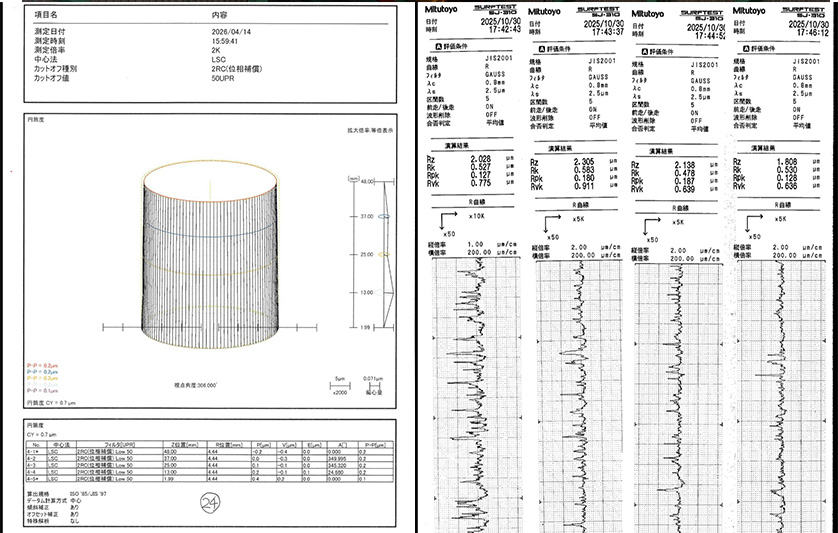
表面粗さ ― ホーニングならではの超仕上げ
ホーニングは「超仕上げ」に分類されるほど細かな表面粗さを実現できます。これは数値で厳密に証明いたします。
真円度・円筒度 ― 穴が「まっすぐ」であることの重要性
直径寸法が出ていても、穴が曲がっていれば不具合に直結します。この証明が最も難しい部分ですが、当社は真円度測定機にて品質を保証します。
2. 徹底した温度管理 1℃の差が1.2ミクロンに
ミクロンオーダーの世界では、温度変化が寸法に直結します。たとえば長さ100mmの鉄は、温度が1℃変化するだけで約1.2ミクロンも寸法が変わってしまいます。
当社では、ISO規格の標準温度20℃を維持する恒温室を整備。ワーク自体の温度管理まで徹底することで、測定値と実寸のズレを極限まで抑えています。

3. ホーニングヘッド・治具の独自ノウハウ
品質を決定づけるホーニングヘッド(工具)と治具において、当社は一部自社設計・3DCADモデリングを行っています。
- 砥石配列が真円度に与える影響を計算で事前予測
- 加工対象に合わせた最適なホーニングヘッドの自社設計
- 治具の独自ノウハウによる最適化と精度担保
これらの蓄積されたノウハウにより、他社では困難とされる高精度加工を可能にしています。

4. 主要な測定・環境設備
| メーカー | 型式 | 用途 | 備考 |
|---|---|---|---|
| 第一測範 | デジタル型 空気マイクロメータ | 直径寸法測定 | 3台保有 |
| オリオン機械 | PAP10A | 恒温室 精密空調 | 温度管理(20℃) |
| ミツトヨ | SJ-310 | 表面粗さ測定機 | 面粗度証明 |
| 東京精密 | RONDCOM43C | 真円度・円筒形状測定機 | テーブル回転型 |
まとめ
東京ホーニングサービスがミクロンオーダーに対応できるのは、以下の三要素が揃っているからです。
- サブミクロンまで追い込める測定体制
- 20℃を維持する恒温環境
- 自社設計のホーニングヘッドと治具の独自ノウハウ