ホーニング加工とは
ABOUT HONING
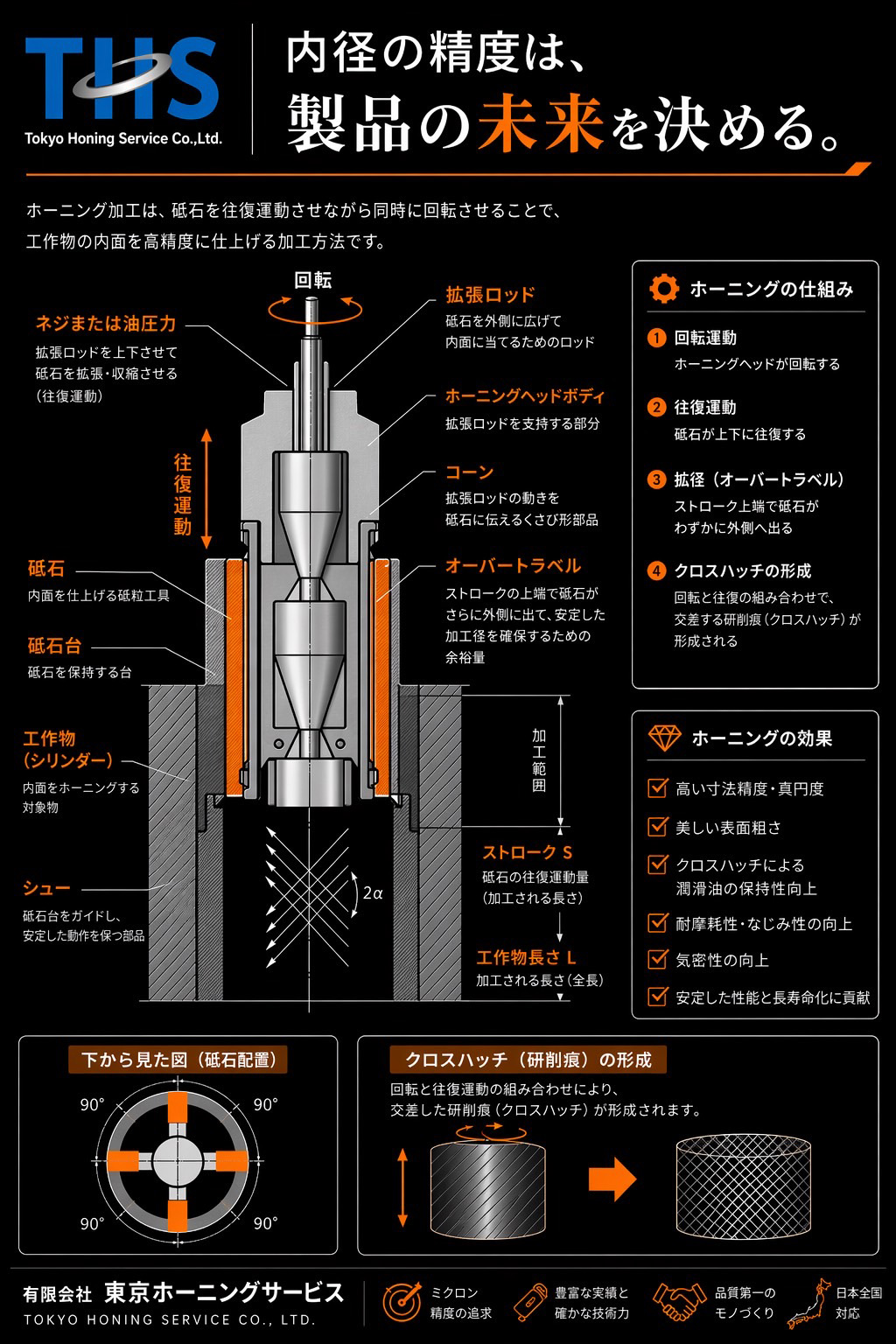
ホーニング加工の原理とは
高品質、高性能なものづくりには、それを構成する部品ひとつひとつの精度が重要となります。特に自動車や航空機などは、部品の精度がそのまま燃費や耐久性に関係してくるため高精度化は欠かせません。
こうした高精度な部品の円筒研磨に用いられる技術がホーニング加工です。目立たない部分に、いかに精度の良い加工がされているのかが、完成品の価値や品質を決めると言われており、ホーニング加工は表面研磨加工の中でも、特に円筒形状の表面を研磨するものです。
穴あけ加工をした部品などの内側を高精度に研磨する技術であり、製品の完成後、加工部分が見えることは少ないですが、自動車をはじめ、各種製品の製造に欠かせない工程となっています。
近年ではさらに高精度な加工を実現するため、付加価値の高い機能を搭載した機械が発売されており、今後は医療機器部品等の成長分野での需要も見込まれます。
ホーニング加工の特徴
- 内径加工において、ミクロンレベルの高精度(真円度・円筒度)を実現します。
- 砥石の回転と往復運動により、均一で高品質な表面仕上げが可能です。
- 砥石の粒度を調整することで、用途に応じた最適な表面粗さに対応できます。(鏡面、プラトー)
- 前加工穴に追従する加工のため、芯出し精度に大きく依存せず、安定した加工精度を確保できます。
- 内面研削加工では難しい長穴加工にも対応可能で、幅広い加工ニーズに応えます。
- クロスハッチ模様の形成により潤滑性や耐摩耗性が向上し、製品の耐久性向上に貢献します。
ホーニング加工の工程
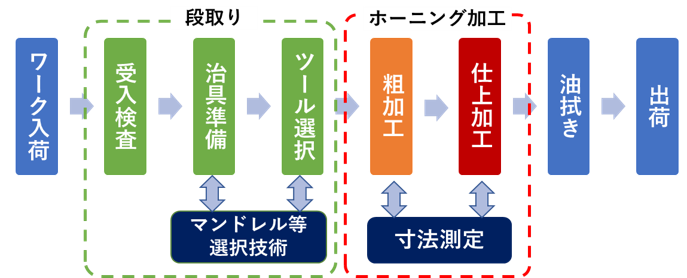
当社では、お客様からお預かりした製品(ワーク)に対し、高精度なホーニング加工を行っています。
① 受入・段取り
入荷したワークは、まず受入検査を実施。その後、ワークの形状や仕様に合わせて最適な固定治具を準備し、ホーニング盤へセットします。
② ツール選定(マンドレル・砥石)
加工精度を左右する重要な工程として、ワークに最適なマンドレルと砥石を選定します。
マンドレルは、砥石を備えたホーニング専用ツールで、回転運動と上下運動により内面を高精度に仕上げます。
ワークの材質・形状・要求精度に応じて、砥石の種類や拡張方式まで細かく最適化します。
③ 加工技術力(当社の強み)
当社は30年以上にわたり開発・蓄積してきた多数の加工ツールおよび治具を保有。
その豊富なノウハウをもとに、最適なツール選定を行い、高精度かつ安定した内径加工を実現しています。
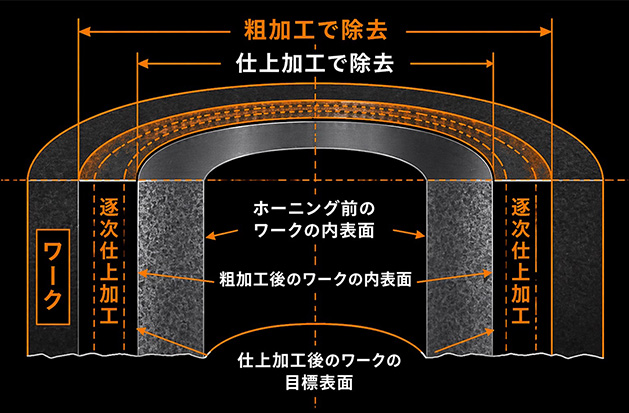
2段階の研磨プロセス(粗加工・仕上加工)
ホーニング加工は、「粗加工」と「仕上加工」の2段階で高精度に仕上げます。
この2工程に分けることで、加工効率とミクロン精度を両立しています。
① 粗加工(荒取り)
まず粗加工では、目標寸法の約10~30μm手前まで、効率よく研磨を行います。
この工程では加工スピードを重視しますが、過剰に削ると修正ができないため、精密なコントロールが求められます。
② 仕上加工(精密仕上げ)
続く仕上加工では、残りの数十μmを“皮をむくように”慎重に研磨。
シリンダーゲージによる寸法測定を繰り返しながら、目標寸法までミクロン単位で追い込みます。
なぜ2段階加工が必要なのか
一度に仕上げまで行おうとすると、加工時間が大幅に増えるだけでなく、熱や工具の影響によって精度が不安定になります。
粗加工で効率よく削り、仕上加工で精密に整えることで、安定した寸法精度と高い加工品質を実現しています。
4つの砥石拡張方式
ホーニング加工において、マンドレルの砥石の外側への拡張を調節することは重要な要素です。方式には以下の4つがあります。
- 油圧拡張方式・メカ拡張方式・手動拡張方式:マンドレルを回転しながら上下に往復運動させ、ワークの内面を磨き上げます。
- 電着方式:砥粒がスリットの空いたマンドレル本体に電着メッキされ、回転と上下振動を与えつつ、上から下へのワンパスで研磨します。
砥石拡張方式の比較
| No. | 砥石拡張 | 砥石拡張方法 | メリット | デメリット |
|---|---|---|---|---|
| No.1 | 油圧拡張方式 | マンドレル内のテーパーコーンを油圧で押し出し、砥石を拡張する方式。 | ・加工速度が速く、生産性が高い ・大径・量産加工に適している |
・仕上寸法にバラツキが出やすい ・高精度仕上げには不向きな場合がある |
| No.2 | メカ拡張方式 | サーボモーターでテーパーコーンを押し出し、砥石を拡張する方式。 | ・寸法精度が高く、安定した仕上がり ・バラツキが少なく品質が均一 |
・加工速度が遅い ・設備費が高い ・マンドレルの汎用性が低い |
| No.3 | 手動拡張方式(ネジ式) | 作業者がネジを回し、テーパーコーンを押し出して砥石を拡張する方式。 | ・設備費が安い ・柔軟な対応が可能(多品種・試作向け) |
・作業者によって品質にバラツキが出やすい ・加工速度が安定しない |
| No.4 | 電着方式(ワンパス加工) | スリット入りマンドレル表面に砥粒を電着し、内部のテーパーコーンをネジで微調整する方式。 | ・寸法精度が安定している(バラツキが少ない) ・設備費が比較的安い ・仕上がりが均一 |
・加工速度が遅い ・マンドレルの汎用性が低い ・最大加工径に制限あり(約φ60mm) |

ホーニングツール各種